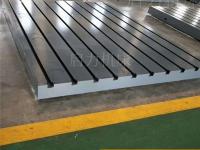


在機(jī)械加工檢測(cè)等領(lǐng)域,設(shè)備振動(dòng)精度不準(zhǔn)是常見故
 障,而80%以上的根源在于地平鐵鋪設(shè)不規(guī)范——如水平度偏差超標(biāo)、支撐受力不均、拼接縫松動(dòng)等,導(dǎo)致設(shè)備運(yùn)行時(shí)產(chǎn)生共振,零件加工尺寸超差、檢測(cè)數(shù)據(jù)失真。以汽車零部件廠為例,其加工因地平鐵鋪設(shè)時(shí)水平度誤差達(dá)0.12mm/m,導(dǎo)致電機(jī)運(yùn)行振動(dòng)振幅超0.08mm,零件加工公差從±0.008mm擴(kuò)大至±0.018mm,返工率飆升至15%。以下分享5步標(biāo)準(zhǔn)化調(diào)平工藝,從基礎(chǔ)層面解決地平鐵鋪設(shè)問(wèn)題,恢復(fù)設(shè)備穩(wěn)定性與精度。
障,而80%以上的根源在于地平鐵鋪設(shè)不規(guī)范——如水平度偏差超標(biāo)、支撐受力不均、拼接縫松動(dòng)等,導(dǎo)致設(shè)備運(yùn)行時(shí)產(chǎn)生共振,零件加工尺寸超差、檢測(cè)數(shù)據(jù)失真。以汽車零部件廠為例,其加工因地平鐵鋪設(shè)時(shí)水平度誤差達(dá)0.12mm/m,導(dǎo)致電機(jī)運(yùn)行振動(dòng)振幅超0.08mm,零件加工公差從±0.008mm擴(kuò)大至±0.018mm,返工率飆升至15%。以下分享5步標(biāo)準(zhǔn)化調(diào)平工藝,從基礎(chǔ)層面解決地平鐵鋪設(shè)問(wèn)題,恢復(fù)設(shè)備穩(wěn)定性與精度。一、前期檢測(cè):定點(diǎn)不規(guī)范問(wèn)題
調(diào)平前需排查地平鐵鋪設(shè)問(wèn)題,避免盲目操作:
水平度檢測(cè):用0.01mm/m精度的電子水平儀,在平鐵臺(tái)面縱橫方向按1m間距取5-8個(gè)點(diǎn)(含設(shè)備地腳對(duì)應(yīng)區(qū)),記錄誤差值。若某點(diǎn)水平度偏差超0.05mm/m(如前端比后端高0.07mm),或同一方向誤差波動(dòng)超0.03mm,需標(biāo)記為調(diào)平區(qū)域。
支撐受力檢測(cè):在平鐵底部支撐腳處放置壓力傳感器(量程0-10t,精度0.1%),測(cè)量各支撐點(diǎn)受力。若大受力與小受力差值超20%(如某支撐點(diǎn)受力8t,另一處僅6t),說(shuō)明支撐不均,易導(dǎo)致局部變形。
拼接縫檢查:對(duì)多塊拼接的地平鐵,用塞尺檢測(cè)接縫處間隙(應(yīng)≤0.02mm),用百分表測(cè)量錯(cuò)位量(≤0.05mm),若間隙超0.05mm或錯(cuò)位超0.1mm,需先調(diào)整拼接結(jié)構(gòu),再進(jìn)行整體調(diào)平。
二、基礎(chǔ)清理:去掉調(diào)平障礙
地平鐵與地面間的雜物、油污會(huì)影響調(diào)平精度,需清理:
表面清潔:用高壓吹掃平鐵臺(tái)面及底部灰塵,再用中性清潔劑(如酒精)擦拭,去除油污、鐵屑,避免調(diào)平時(shí)出現(xiàn)“虛假水平”(如雜物墊高導(dǎo)致讀數(shù)不準(zhǔn))。
支撐腳檢查:拆除原有支撐腳,檢查螺紋是否銹蝕、墊片是否變形,更換損壞配件(如銹蝕螺栓、開裂墊片),確保調(diào)平過(guò)程中支撐腳可順暢調(diào)節(jié)。
地面預(yù)處理:若地面存在凹陷(深超2mm),用環(huán)氧樹脂砂漿修補(bǔ),養(yǎng)護(hù)24小時(shí)至硬化;若地面潮濕,鋪設(shè)防水薄膜,防止水透影響支撐腳穩(wěn)定性。
設(shè)備振動(dòng)精度不準(zhǔn)的核心癥結(jié),往往是地平鐵鋪設(shè)不規(guī)范導(dǎo)致的基礎(chǔ)不穩(wěn)定。通過(guò)“前期檢測(cè)定點(diǎn)問(wèn)題、基礎(chǔ)清理去掉障礙、粗調(diào)快找平、精調(diào)實(shí)現(xiàn)高精度、固定保障穩(wěn)定”5步調(diào)平工藝,可將地平鐵水平度誤差控制在0.03mm/m以內(nèi),設(shè)備振動(dòng)振幅降低60%以上,零件加工返工率下降至5%以下。在實(shí)際操作中,需結(jié)合設(shè)備類型(如加工中、檢測(cè)儀器)與工況需求,選擇適配的工具與材料,同時(shí)定期(每季度)復(fù)測(cè)維護(hù),確保地平鐵長(zhǎng)期穩(wěn)定,為設(shè)備運(yùn)行筑牢“根基”。隨著工業(yè)設(shè)備發(fā)展,這套調(diào)平工藝還可結(jié)合智能化工具進(jìn)一步升級(jí),提升效率與精度,助力企業(yè)降本增效。
啟力機(jī)床謝女士13785751790